Dealing with dust in Deyang
Published by Emily Thomas,
Deputy Editor
World Cement,
Tang Yong and Li Qiang, Southwest Cement Group, and Adam Feng, W. L. Gore & Associates, share how a dust collection system upgrade helped improve environmental results, reduce operating costs and increase productivity for the Lisen Cement Plant in Deyang, China.
China’s increasingly robust environmental protection policies represent a strategic commitment to reducing their national environmental impact. Achieving these regulatory targets is a top priority for virtually every manufacturing enterprise. For the cement industry, successful compliance will require upgrades to production facilities that will reduce both energy consumption and emissions, while also achieving higher operating efficiencies.
The Southwest Cement Group, one of China’s largest producers, has been actively upgrading to energy-saving and emission-reducing equipment across its subsidiaries.
One subsidiary – the Lisen Cement plant – recently partnered with W. L. Gore & Associates to dramatically transform its dust collection system. The resulting reduction in emissions, energy consumption and operating costs clearly justified the investment in this upgrade.

Problems and solutions: The kiln mill collection system
Within a cement production line, the dust collection system is the primary piece of environmental protection equipment. As such, its efficient and stable operation is crucial. The Lisen plant, a 3800 tpd clinker production line, was experiencing a number of issues with its ageing dust collection system which made the upgrade advisable. The kiln mill dust collector had serious corrosion issues, unacceptably high dust emissions, and large operating pressure differentials that contributed to excessive power consumption.
A team from Gore, led by Adam Feng, Application Engineer, worked closely with key personnel from both the Lisen plant and the Southwest Cement Group to document the issues and define solutions that would meet key environmental and operational objectives. This had to include identifying critical timelines to ensure production output would not be negatively affected.
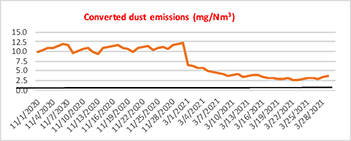
Figure 1. Comparison of dust emission indicators before and after upgrade.
Data defined issues
In order to get to the bottom of these issues, Tang Yong, Chief Engineer at Southwest, oversaw a data-driven process to precisely define what was going wrong. These measurements would also be used as a benchmark to analyse the success of the system upgrades.
In 2018, the Lisen plant installed a local brand of non-coated felt filter bags in its kiln mill dust collection system. By 2020, due to the long run-time of the system, problems were occurring. Southwest documented three specific issues that they wanted to address in collaboration with Gore.
The key issues were as follows:
- Significant fluctuation in the dust emission rate. Maximum emissions were as high as 11.8 mg/Nm3 – well above the ultra-low standard of 5 mg/Nm3.
- High system differential pressure. The plant has two raw mills at the kiln end of the production line. The differential pressure between the inlet and outlet of the dust collection system was as high as 1500 Pa with one raw mill running, and as high as 1200 Pa with both mills running. The filter fan’s power consumption per ton of clinker was also relatively high.
- System air leakage, due to internal corrosion of the dust collector housing.

Figure 2. Comparison of differential pressure before and after upgrade.
Root-cause analysis
On-site inspection and measurement of relevant parameters concluded:
- The non-coated felt filter bag originally used in the dust collection system had a poor track record for dust-removal effectiveness. As the system operated, the differential pressure across those filter bags continued to increase, frequently causing the bags to burst, which created unacceptably high dust emissions.
- Rusted-through areas in the dust collector housing created air leakage in the system, which increased wasteful energy consumption of the filter fan.

Mapping a strategy for upgrades
Working closely with Gore, the Lisen/Southwest team developed a two-pronged upgrade strategy designed to successfully address the issues of concern:
- Replace all non-coated felt filter bags with GORE® LOW DRAG Filter Bags, which can effectively achieve the ultra-low emission standard of 5 mg/Nm3. Unlike traditional filter bags, GORE LOW DRAG Filter Bags incorporate membrane filtration at the bag’s surface. This enables lower pressure differentials and stable performance in operation, which can reduce the fan’s energy consumption.
- Increase the height of the dust collector housing by 2 m, to allow installation of taller GORE Filter Bags, for more effective dust collection. At the same time, rust-removing and anti-corrosion treatments should be applied to the dust collector housing, and weld rusted-through areas to eliminate system air leakage.
The team members from Lisen and Southwest believed the Gore filters would significantly improve emissions and also the plant’s operating parameters. But equally important were two other factors: Firstly, the prospect of longer bag life, which the Gore bags have demonstrated at other installations. Secondly, a reliable source of supply, as several thousand bags needed to be delivered very promptly, so installation could be completed during the plant’s planned downtime.
Post-upgrade: Surpassing the benchmarks
After completing the mechanical upgrades to the dust collection system height and housing, and installing the GORE LOW DRAG Filter Bags, the system was re-started, and operating parameters were closely monitored and recorded. After three months of continuous and stable operation, all system indicators showed obvious, and positive, changes in the three areas of concern:
- Differential pressure of the entire dust collection system was greatly reduced. The average pressure differential at the air outlet is now only 700 Pa, versus 1200 – 1500 Pa.
- The dust emission rate is stable, and the emissions can be stabilised within 5 mg/Nm3, versus the previous range of 9~11.8 mg/Nm3.
- The power consumption of the kiln/mill filter exhaust fan has been stabilised and significantly reduced, even though clinker output (tpd) has increased by nearly 8%.
Figures 1 – 4 and Table 2 document these performance changes in the Lisen plant’s dust collection system before and after the upgrades. Plot lines from 03/01/21 represent the first month of operation data after retrofitting.
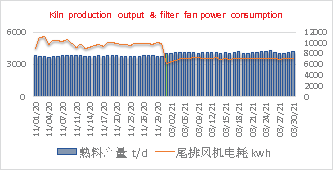
Figure 3. Comparison of kiln output and filter fan power consumption before and after upgrade.
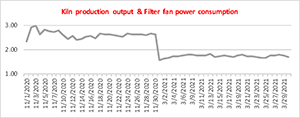
Figure 4. Comparison of filter fan power consumption per ton of clinker before and after upgrade.
Conclusion
The upgrade (Table 2) significantly improved the operating parameters and stability of Lisen’s kiln tail dust collection system. Thanks to these improvements, the dust emission rate now remains stable below 5 mg/Nm3 and the plant will achieve annual energy savings of approximately ¥330 000 – equivalent to nearly €43000 or about US$51 100.
The transformative measures at the Lisen Cement Plant – including physical upgrades to the dust collector unit and replacing non-coated felt bags with GORE LOW DRAG Filter Bags – provide clear performance and economic advantages to the plant and offer valuable data to further the ongoing environmental protection initiatives across Southwest Cement Group.
The Lisen Plant upgrade is an important demonstration of Southwest’s active response to the national environmental protection policy. The results achieved at Lisen show an excellent example of realising low-emission, low-energy-consumption, high-efficiency cement clinker production. It is also a significant advantage that reducing power consumption effectively reduces the total operating cost of Southwest’s system. This upgrade represents a desirable benchmark for other locations to emulate.
Based on the successful results at Lisen, The Southwest Cement Group is initiating similar upgrades to install Gore products at other subsidiaries.
About the Lisen Cement Plant
The Lisen Cement Plant in Deyang has been in operation since 2021, and is now a subsidiary of the Southwest Cement Group, one of China’s largest producers of cement for industrial and commercial applications. Southwest was fully supportive of the investment to upgrade processes at the Lisen plant. As a member of the China National Material Building Group (CNBM), Southwest is advancing its policies, procedures and facilities to remain at the forefront of environmental compliance by pro-actively improving operational capabilities and cost-efficiencies.
Read the article online at: https://www.worldcement.com/special-reports/03032022/dealing-with-dust-in-deyang/
You might also like
The World Cement Podcast
A podcast series for professionals in the cement industry featuring short, insightful interviews. Subscribe on your favourite podcast app to start listening today.
![]()
![]()
![]()
![]()
