The benefits of in-situ continuous emissions monitoring systems
Introduction
At the heart of the cement production process is the decarbonisation of limestone, which results in the emission of large quantities of carbon dioxide. Indeed, it is estimated that approximately 5% of global CO2 emissions originate from the heating of raw materials in cement manufacture. Continuous emissions monitoring systems (CEMS) measure many of the gases emitted during cement production, such as carbon dioxide (CO2), carbon monoxide (CO), nitric oxides (NOx) and sulfur dioxide (SO2). The advantages of real-time emissions measurement extend beyond ensuring regulatory compliance and are also central to improving the operational performance of the modern cement plant.
Integrated Pollution Prevention and Control
Emissions from cement manufacturing in Europe are covered by the EU Directive on Integrated Pollution Prevention and Control (IPPC) (2008/1/EC). Under this directive, installations are required to have a permit containing emission limit values and to operate under conditions based on the application of Best Available Techniques (BAT). The main aim of the IPPC is to minimise emissions of pollutants. However, permit conditions also have to address energy efficiency, waste minimisation, prevention of accidental emissions and site restoration. Beyond Europe, countries may have a process of licensing plants and the installed analysers on a case-by-case basis to meet specific national regulations.
The Environment Agency monitors current legislation in the UK and operation restrictions are outlined in the Integrated Pollution Control (IPC) Guidance Notes, Series 2, for the Mineral Industry Sector and Waste Disposal and Recycling Sector (Environment Agency, 1997). For example, NOx emissions on cement manufacturing plants must be less than 900 mg/Nm3 at the standard reference conditions (276 K, 101.3 kPa, 11% oxygen and dry gas). As the sector produces large-scale combustion products, it is subject to tightening legislation and must conform to new controls as they continue to be introduced. This is a global trend as world emissions come under increasing scrutiny and legislation.
Measuring NOx
The cement industry has a number of well-established pollution control methods. In certain cases, NOx emission limits can be maintained within permit levels using a combination of low NOx burners and alternative/waste fuels. NOx emissions can be reduced further by the addition of either a selective non-catalytic reactor (SNCR) or a selective catalytic reactor (SCR).
Process modifications in combination with close control of the combustion process, for example operating at the minimum necessary temperature and controlling the level of excess air, improve fuel efficiency and lead to a lower NOx level as less fuel is required. As combustion temperature increases, so too does the NOx emission level; therefore operating at the minimum temperature for the clinker reaction to take place reduces NOx emissions. Excess air is required to provide an oxidising atmosphere within the burning zone of the kiln and this must be optimised to yield good quality clinker. Optimum oxidising conditions are obtained when the oxygen level is between 1 – 2%.
In order to determine the excess air level in the kiln, both CO and O2 monitoring of the exhaust gas are required. When used in conjunction with an oxygen monitor, a CEMS can be utilised for this purpose. A feedback control system that incorporates measurement data acquired from a CEMS can accurately control the excess air and maintain a level that promotes both optimum combustion and oxidising conditions. The close control of excess air has been shown to lead to a reduction of NOx levels by up to 15%.
In cases where NOx levels are not sufficiently reduced by process modifications and process control, NOx reduction technologies must be implemented. Car tyres, in a chipped form, have a high volatile content and can be substituted for coal in the combustion. The tyre material is ideal for the re-burn effect and can lead to a 30 – 45% reduction in NOx levels. Additionally, an SCR can be introduced at the exit of the kiln to reduce the NOX gases. In this case, a CEMS can continuously measure the NOx and NH3 in the SCR system and can be used to optimise the SCR control, preventing ammonia slip. For a SNCR, ammonia is injected into the preheater at a location where the gas temperature is sufficiently high (900 – 1000 °C or 1650 – 1830 °F), such that the ammonia does not require the presence of a catalyst in order to reduce the NOx concentrations to Nitrogen (N2).
SO2
SO2 is another of the main gases emitted during cement production. SO2 emissions depend on both the content of the volatile sulfur in the raw materials and the type of fuel used. As cement kilns have highly alkaline internal environments, most of the potential SO2 emissions are absorbed and kilns that use raw materials with little or no volatile sulfur have relatively low SO2 emission levels. However, in systems that have metal sulfides (pyrites) in the kiln feed, the sulfur absorption rate may be reduced, leading to higher emissions. Sulfur present in the fuel is largely incorporated into the clinker itself and is not normally emitted to the atmosphere. SO2 emissions can be controlled using dry or wet scrubbers, with wet scrubbers generally reducing SO2 emissions by about 90%.
In addition to scrubber control in the cement industry, CEMS can also be used on other processes such as waste incinerator scrubbers for removal of hydrogen chloride gas (HCL), which occurs as a result of burning plastic.
In-situ versus extractive CEMS
The in-situ CEMS is normally located on a cement kiln stack. In contrast to extractive sampling where an exhaust gas sample needs to be physically extracted from the system and then analysed, in-situ emissions monitoring provides a continuous, real-time measurement of the content of the exhaust gases, with data provided instantaneously on a screen that can be installed either on-plant or in the control room.
The sample cell of an in-situ CEMS sits inside the stack, allowing gases to diffuse through it whilst preventing the ingress of dust. This avoids the need to manually extract gas using costly, high maintenance sample handling systems and enables analysis of an unmodified, representative gas sample; neither gas filtering nor sample conditioning are required.
In-situ CEMS have clear benefits for an environment with high dust concentrations, as extractive methods that draw a sample from a stack greatly increase the potential for dust particles clogging the filters. CEMS operate reliably, even monitoring samples with dust concentrations that can be measured in g/m3, when mg/m3 are actually more the norm. In fact, Kittiwake’s Procal 2000 is proven in certain applications of 8 g/m3.
The insertion of the sampling probe directly into the gas environment has further benefits, including a fast response time – 80 seconds to T90, making it capable of measuring rapid changes in NOx levels – and the ability to measure H2O or water vapour, meaning that measurements can be reported as ‘dry’ or ‘wet’.
In Figure 1, NOx and SO2 emissions from the kiln are measured. The Procal 2000 system comprises the Procal 2000 analyser and a Procal 1000 analyser control and data-logging unit. The latter is capable of controlling up to six analysers and is designed to accept signal I/O from other instruments in the process, such as an oxygen-monitoring device. The Procal 1000 provides a single CEMS data hub capable of displaying gas concentrations and third party analyser I/O along with information on sample conditions, diagnostic data and trends. The information can also be made available to external components in a variety of industry standard data protocols. The Procal 1000 allows emission readings to be transmitted to the control room, allowing operators to adjust the temperature or flow of the material in the kiln and to optimise the cement production.
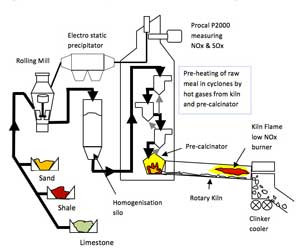
| Figure 1. NOx and SO2 emissions from the kiln. |
Conclusion
In-situ CEMS are a robust, cost effective and reliable method of complying with cement manufacturing regulations. They are attractive, simple to operate, require little maintenance and have low installation and operational costs compared to extractive sample handling systems. The nature of infrared in-situ systems makes them sensitive enough to confirm compliance, even when emission limits are very low, but they can be dual ranged for higher process excursions. Kittiwake’s Procal 2000 is normally configured on these plants to measure SO2, NO, CO and H2O.
As well as meeting regulatory standards, emissions monitoring performs a valuable operational and commercial role. Armed with accurate data about the emissions from its combustion systems, an operator can optimise operational efficiency within those regulatory limits; in other words, avoiding the risk of gold-plating the level of compliance, possibly to a commercial disadvantage. The day-to-day benefits of continuous emissions monitoring mean that emissions data gathered can be used to advise on process performance. This, in turn, can be used to improve maintenance regimes. When it comes to controlling your emissions, knowledge and transparency is power. The better the information available, the better the decisions that can be taken, not just in ensuring regulatory compliance and avoiding the costs of emission breaches, but also in maximising operational efficiency.
Written by Chris Daw, Kittiwake Procal, UK
Read the article online at: https://www.worldcement.com/europe-cis/13042012/benefits_of_continuous_emissions_monitoring_cement_regualtions_compliance/
You might also like
The World Cement Podcast
A podcast series for professionals in the cement industry featuring short, insightful interviews. Subscribe on your favourite podcast app to start listening today.
![]()
![]()
![]()
![]()
